RHZ Environmental Controls: The Oxidizer Specialist
We are RHZ Environmental Controls . . . specialists in servicing, maintaining, and repairing Regenerative Thermal Oxidizers, Recuperative Thermal Oxidizers, Catalytic Oxidizers, and Concentrators. RHZ Environmental Controls can help you operate your pollution abatement equipment in ways that will save you money while improving your operational efficiency. RHZ specializes in the intelligent control and optimization of widely-used pollution abatement systems. RHZ has a well-founded reputation for an extraordinary ability to coax higher efficiencies and shorter down-times out of well used equipment.
We specialize in:
• Regenerative thermal oxidizers
• Recuperative thermal oxidizers
• Catalytic oxidizers
• Concentrators
We handle all aspects of RTO's; from optimizing air flows and balancing sources through preparing equipment for EPA testing.
published by Russ on Sun, 2020-04-12 22:39
The Abused and Neglected RTO:
This is a picture of the hot face from one chamber of a 5-chamber RTO (Regenerative Thermal Oxidizer). This RTO was in trouble. It could no longer pull its designed air flow volume due to media plugging. The plant was forced to shut down critical sources, which crippled production.
published by Russ on Wed, 2018-07-25 20:00
published by Russ on Mon, 2018-05-28 13:03
What do 96.1%, 95.7%, 91.15% have in common? They are the average DRE (Destruction Rate Efficiency) of a Durr two-tower RTO over the past three EPA compliance tests dating back to 2010. When RHZ Environmental reviewed the data and inspected valves we knew the unit was in serious trouble. The valves were warped. Proper seating was impossible. RHZ staff discussed the issues and offered the client two options:
The Traditional Approach: Replace the warped valves. This is a tried and true approach. It would correct the problem but at a substantial cost.
The Innovative: Let RHZ Environmental create a customized solution that will improve their current valves' performance at a fraction of the costs.
The client weighed their options and put their trust into RHZ's hands. They hoped we could provide a cost-effective solution to their all-too-common problem.
published by Russ on Mon, 2018-05-28 11:32
A picture may be worth 1,000 words, but this one is worth nearly 12,000 blocks of Monolith, which is the number of blocks we handled over the course of the weekend. RHZ performed a media replacement on a 50KSCFM Durr Two-Tower RTO, and the job went so well we finished a day early.
The Results: The RTO's delta-p dropped from 24"WC to 9"WC, the main draft fan's online operating speed dropped from 55Hz to 36Hz, and thermal efficiency now exceeds 95%.
published by Russ on Sat, 2018-03-31 12:55

Keeping equipment properly maintained is crucial to maintaining online operation. This is especially true of remote sites, where an unplanned shutdown has a far greater impact on a company's bottom line. For the past 27 months RHZ has been setting records, generating an average of 270,000 offsets annually. The keys are simple: Planning and Responsiveness
Planning is Crucial. Paying careful attention to the schedules of multiple contractors and distributors, and coordinating everything results in a minimum of downtime.
Responsiveness is a must. Regardless of how much detail goes into planning, unforeseen events will occur, whether it's a storm disrupting power, or a cylinder reaching its EOL. Being able to quickly respond is what elevates a company to the next level. It is why we're setting records month after month, and year after year.
This attention to detail is what defines us.
published by Russ on Fri, 2017-08-18 16:51
 RHZ Environmental can now write custom software that send out emails and text message the moment a problem occurs. Many RHZ employees receive immediate notifications if a piece of equipment we service has a problem, and daily status notifications of equipment we service on a regular basis. This gives RHZ the ability respond to issue with lightning fast speed.
RHZ Environmental can now write custom software that send out emails and text message the moment a problem occurs. Many RHZ employees receive immediate notifications if a piece of equipment we service has a problem, and daily status notifications of equipment we service on a regular basis. This gives RHZ the ability respond to issue with lightning fast speed.
published by Russ on Fri, 2017-08-18 16:45
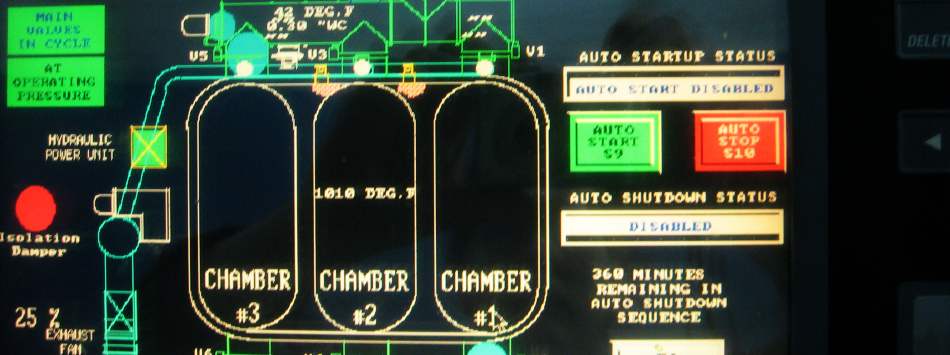
 Two successful Engineering Tests and a Beautiful Relining: The first site had failed its previous EPA test, with an outlet concentration exceeding 6,000PPM. RHZ helped with engineering and controls modifications. The subsequent test found the average outlet VOC concentration dropped from over 6,000PPM to just over 1PPM. We also lowered the combustion chamber temperature by over 50F, which will save them over $7,000/year.
Two successful Engineering Tests and a Beautiful Relining: The first site had failed its previous EPA test, with an outlet concentration exceeding 6,000PPM. RHZ helped with engineering and controls modifications. The subsequent test found the average outlet VOC concentration dropped from over 6,000PPM to just over 1PPM. We also lowered the combustion chamber temperature by over 50F, which will save them over $7,000/year.
RHZ also wrote a specialized routine which averaged the chamber temperature for each test. Due to RHZ's skill at PID tuning, the average chamber temperature was within 0.3F of the PID's set point temperature. The 2nd site had its engineering test yesterday. We prepped this 20 year old unit for the test a few weeks ago. It achieved a 99.97% destruction rate efficiency. This confirms RHZ's ability to achieve exceptional test results from equipment that has been in the field for decades. The third site had falling insulation. The walls of the combustion chamber had been ravaged by years of neglect, and an entire section had to be rebuilt. This delayed our total scope of work by only Two Days.
Pages